Do You Need a Roll Forming Machine or a Roll Bending Machine?
In the metal forming field, roll forming machines and roll bending machines are often confused, even though they serve very different purposes. This article compares the two technologies in terms of forming principles, suitable materials, product shapes, production efficiency, and cost. Whether you need high-volume production of profiles with consistent cross sections or flexible bending solutions with adjustable radii, this guide will help you choose the right equipment and make informed manufacturing decisions.
What Is Roll Forming?
In the roll forming process, a dedicated machine is equipped with multiple sets of rollers arranged in sequence. These rollers continuously bend and shape metal coil material until the required cross-sectional profile is achieved. Paired rollers are positioned above and below the material, feeding the strip steadily through the machine while applying controlled pressure to form it.
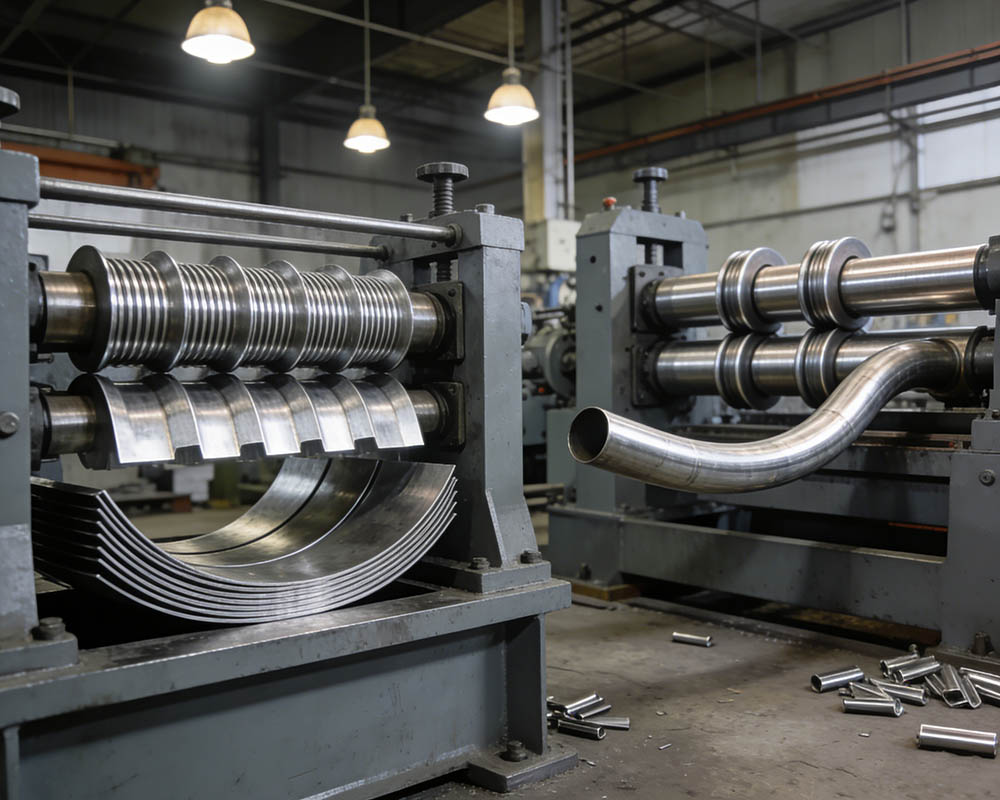 Roll forming typically uses relatively narrow and thin metal coils. As the material passes through each roller station, it undergoes gradual plastic deformation under balanced pressure and counter-pressure. Each roller set imparts a small degree of shaping, and after multiple forming stages, the material exits the machine with a uniform cross section and stable dimensions while remaining free of stretching or thinning. This process is well suited for continuous, high-efficiency production of long metal components.
Roll forming typically uses relatively narrow and thin metal coils. As the material passes through each roller station, it undergoes gradual plastic deformation under balanced pressure and counter-pressure. Each roller set imparts a small degree of shaping, and after multiple forming stages, the material exits the machine with a uniform cross section and stable dimensions while remaining free of stretching or thinning. This process is well suited for continuous, high-efficiency production of long metal components.
What Is Roll Bending?
Roll bending, also known as roll bending forming, angle bending, or plate rolling, is a process used to form metal materials into curved shapes or specific bending angles. In this process, metal plates, profiles, or bars are placed between fixed or adjustable rollers. The applied pressure bends the material to the desired radius or angle. Depending on the application, three-roll, four-roll, or vertical roll configurations can be used.
During roll bending, the workpiece is usually positioned between rollers arranged in a triangular layout, with one roller above and two below. The upper roller applies downward force, while the lower rollers provide support and counter-pressure on both sides. This causes gradual plastic deformation, producing U-shaped, V-shaped, or curved profiles. By adjusting roller positions and pressure levels, bending radius and shape can be controlled accurately, making this process suitable for customized curved metal components.
What are the advantages of roller pressing?
High production efficiency
Roll forming operates with continuous feeding and forming. Metal coils move through multiple roller stations without interruption, making it well suited for large-volume production of long profiles.
High forming accuracy and consistency
Carefully designed roller layouts ensure that each forming stage applies minimal deformation. This allows tight dimensional control and consistent cross-sectional profiles across batches.
High material utilization
The process relies mainly on bending rather than material removal. Thickness changes are minimal, and scrap is very limited, helping reduce material waste.
Good surface quality and stable processing
Forming is done at room temperature, which avoids oxidation and surface damage. Finished products typically require little additional surface treatment.
High automation and lower overall cost
Roll forming lines can integrate punching, cutting, and other operations. With reduced labor involvement and stable long-term operation, unit costs are favorable in large-scale production.
What are the advantages of roll bending?
High flexibility and precise curvature control
By adjusting roller positions, applied force, and the number of passes, roll bending allows accurate control of bending radius, angle, and arc length. One machine can handle a wide range of bending tasks, making it suitable for small batches and custom designs.
Wide range of applicable materials and sections
Roll bending can process plates, pipes, profiles, and solid bars. Both symmetric and asymmetric sections can be bent reliably with appropriate roller design.
Gradual forming process
The multi-pass rolling method distributes internal stress evenly, reducing the risk of cracking, twisting, or wrinkling and improving yield rates.
Good surface quality and structural integrity
Continuous rolling contact minimizes impact and visible marks, preserving surface condition and material strength. This is suitable for structural and appearance-focused components.
Well suited for large and long workpieces
Roll bending performs especially well when producing long components or large-radius curves, including circular and continuous arc structures that are difficult to achieve with other methods.
What are the typical applications of each process?
Applications of Roll Forming
- Construction industry: roofing sheets, wall panels, C/Z purlins, light steel keels
- Storage and logistics systems: rack uprights, beams, pallet profiles
- Industrial manufacturing: guide rails, support profiles, equipment frames
- Automotive and transportation: structural components, reinforcement parts
- Home appliances and metal products: housings, edge frames, standard profiles
Applications of Roll Bending
- Steel structures: curved beams, arches, bent sections
- Architectural decoration: curved curtain wall frames, decorative profiles
- Rail transit and bridges: bent supports, arch components
- Machinery and equipment: curved brackets, circular frames
- Pipe and profile processing: bent pipes, curved profile frames
How to Choose Between a Roll Forming Machine and a Roll Bending Machine?
Product Shape
Product geometry is a primary factor when choosing between the two processes. Straight products with consistent cross sections along their entire length, such as C/Z profiles or guide rails, are well suited for roll forming machines. Products that require curves, arcs, or specific bending radii and angles are better processed with roll bending machines.
Production Volume
Production scale strongly influences equipment selection. Roll forming machines are designed for large and stable production runs, offering high efficiency and low unit costs through continuous operation. Roll bending machines are more suitable for small batches or custom orders where flexibility is required.
Frequency of Specification Changes
When product dimensions and shapes change infrequently, roll forming provides stable and efficient production. If bending radii or angles need to be adjusted regularly, roll bending offers greater adaptability and quicker setup changes.
Tooling and Initial Investment
Tooling requirements differ between the two processes. Roll forming relies on dedicated roller tooling, which involves higher upfront costs but delivers lower long-term unit costs in high-volume production. Roll bending uses more versatile tooling that is easier to adjust, allowing a more controlled initial investment.
Industry Demand
Industry application often determines the preferred process. Roll forming is commonly used in construction, storage systems, and automotive structural components where standardized profiles are required. Roll bending is widely applied in steel structures, curtain wall systems, transportation projects, and decorative applications that require curved or customized components.
Conclusion
After reading this article, you should have a clearer understanding of the differences between roll forming machines and roll bending machines. If you are still unsure which solution fits your application, you are welcome to contact us.
 METOFORM offers well-developed roll forming and roll bending machines and can support a wide range of production requirements. Please visit our product pages to find a solution that matches your needs.
METOFORM offers well-developed roll forming and roll bending machines and can support a wide range of production requirements. Please visit our product pages to find a solution that matches your needs.
FAQs
Q: Can roll forming machines and roll bending machines replace each other?
Generally no. Roll forming is used for straight profiles with fixed cross sections, while roll bending is designed for curved shapes. Substitution is only possible in very limited cases.
Q: Can roll-formed profiles be roll bent afterward?
Yes. Roll-formed profiles can be bent afterward, provided the material thickness and section design allow bending.
Q: Is roll bending suitable for large-scale production?
Usually not. Roll bending is more suitable for small batches or customized production and is less efficient than roll forming for mass production.
Q: What factors are often overlooked when selecting equipment?
Future bending needs, frequency of specification changes, and long-term production plans are often underestimated.
Q: Which process has stricter material requirements?
Roll bending is more sensitive to material ductility, while roll forming requires stable and consistent material properties.
Product Recommendation



How can we assist you?
Tell us a bit more so we can route your request to the right expert.
Sign Up For Our Newsletter
Subscribe to our newsletter for product promos, news, and more.
